The Email and Phone contact information on this server goes thru to me. Feel free to make contact.
-Schindler

A starting point for solving problems
The Email and Phone contact information on this server goes thru to me. Feel free to make contact.
-Schindler

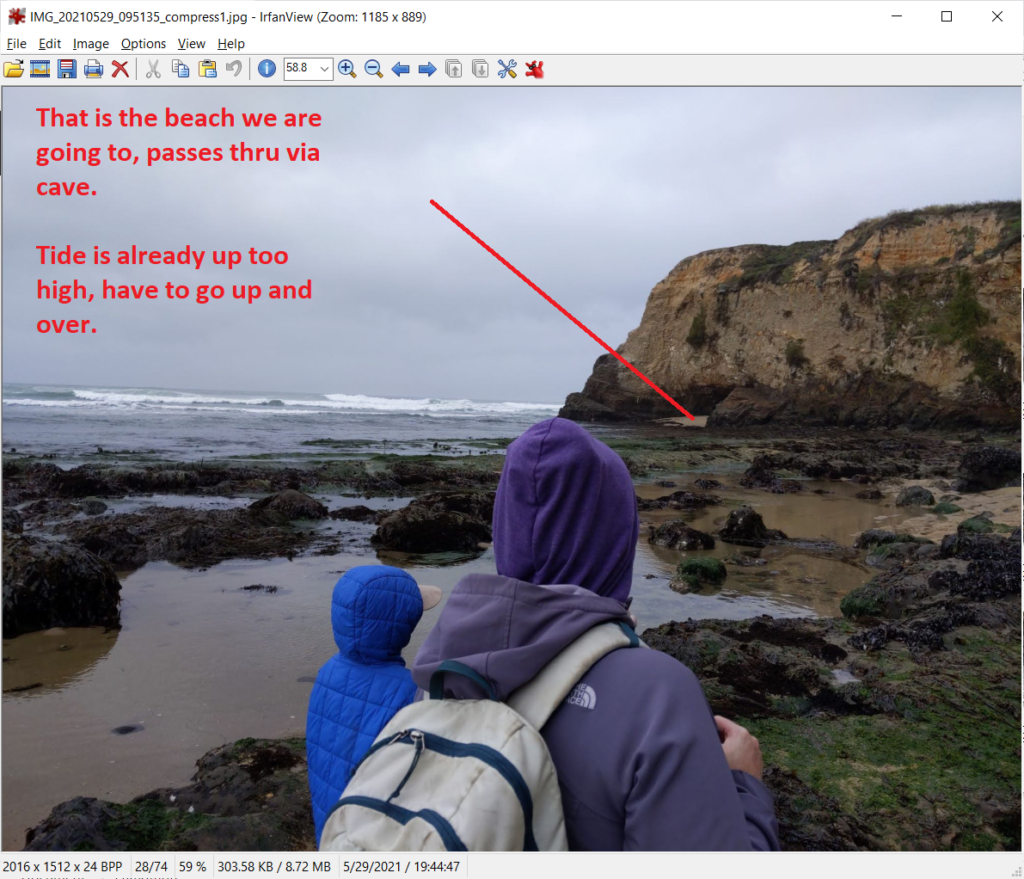
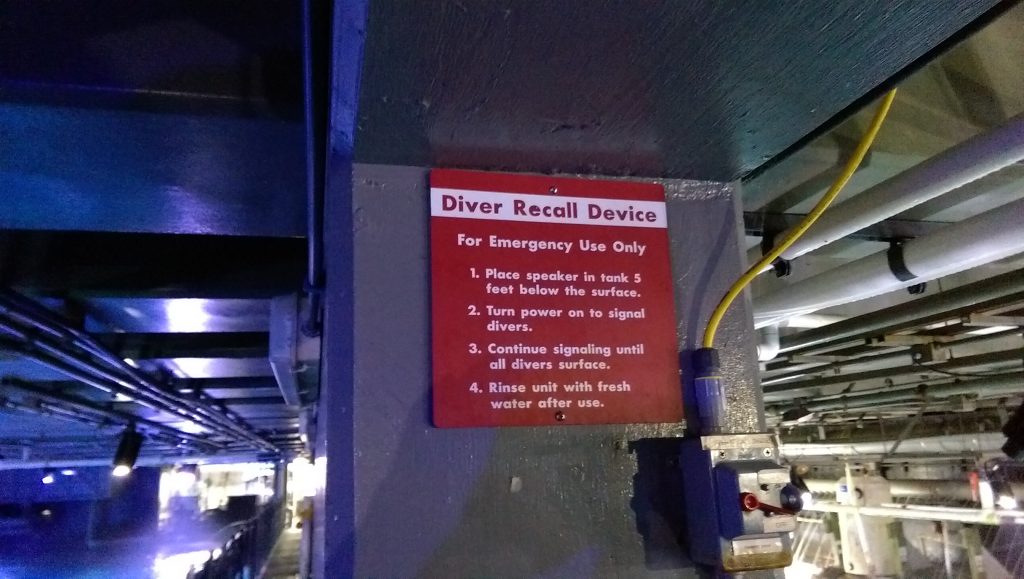
You might not guess there is a cave back there. . . but there is.
The rocks are Erosion Control.

Super Sketch

The Ice Plant has grown since the last time I was here.
There are plenty of caves like this – hundreds – but many of them get packed in with sand. This particular cave goes much farther back and has a concrete casing with a steel door. It is NOT a drainage channel… it is a Door. Any time you find a door in the middle of a $20k Concrete pour…
You know you are on to something*

Tropical Paradise?
Living the dream?
… More like constant drips

The picture does it no justice, but that hole was quite pronounced. The Ocean wipes this whiteboard clean often enough.

Eh?
Who does not want to explore THAT!
… Ok… ok
I can see that you may want a little better lighting. The one above creates the most mystery, but…

That shot there, less glamor and more detail.
If you need any used condoms, fast food wrappers, or empty beer cans then we can kill two birds with one stone.

Dudes is like “Nah”
But that is just because he saw the creepy-ass door.

“Lets get outa here!”
LOL
(I have a video that shows the door – post it later)

Onward with the adventure!
Heading North at a medium tide
We appreciate feedback from the customers. This jerk clearly does not know what a good time is.
I am not sure what the problem is. Perhaps he can fill out a paper survey.

Back up top
He is grimacing more from the fly-covered piles of dog shit and stinking heaps of seaweed than the sketch cave. Oddly enough… kids fear dogshit more than water filled sea caves.
Head over there. . .

We Crab-walk, back to the rock.
Been doing this a long time

Check out some tide pools
Check out the chick swimming with no wetsuit
Check out some more tide pools

This other cave is sanded in

Boat Version of diarrhea
Back on topic

Pressure washed the shit out of all the boat parts, inside and out.
Now really back on topic
Eh
No topic
I am on Vacation
-Schindler

Want to know what is in there?

That is what you should be thinking, because it is some kind of bird death pit. Smaller birds can fly out, but larger birds get caught.
I figured that out. . . once I was in there.

It wasn’t that hard to climb. On my first attempt I bailed as I thought large chunks of the concrete were going to break free – but – they didn’t.

That is your way in, and… out. I step very close to the edges/wall to minimize lever arm on the rusty old rungs. The top rung was already broken off and I had to lower down on trust that the others would hold.

Strange motor with a very long shaft. You can see the windings and laminations.

At first I counted only the motor shaft, 2 dead birds, a kids frisbee, random liquor bottles and trash…

What IS that motor and who dropped it in here? Thing looks damn heavy – but – anyway….

How many dead birds can YOU count in this picture?
I thought it as only TWO – but… those were just the birds with feathers. Then I started seeing the skulls.

Large eye socket, beak.
Lots of big rusty things. Eh – pretty grody, but not by any means the nastiest pit I have ben in.

Eh – your usual detritus. Human Art, or… the art of Urban Decay.

Anyway
Getting in is easier than getting out. Always remember that.
Once you are standing up here. . . .

You may get the willies.
I… do not climb down in the same way I climb up. People say that – eh – I dont think they climb much urband decay. Anyhow – I could jump that if I had to.
That is how you survive a 10′ drop and run afterward. Your mileage may vary.
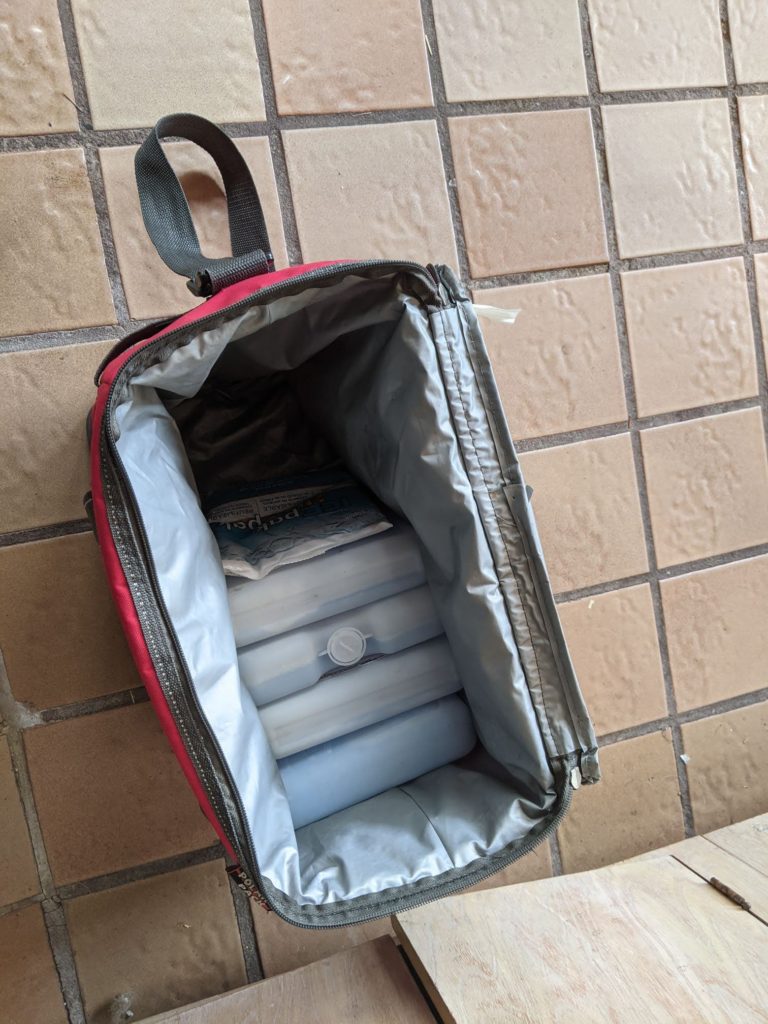
In other news… if you are transporting cold water creatures, you keep them cold.
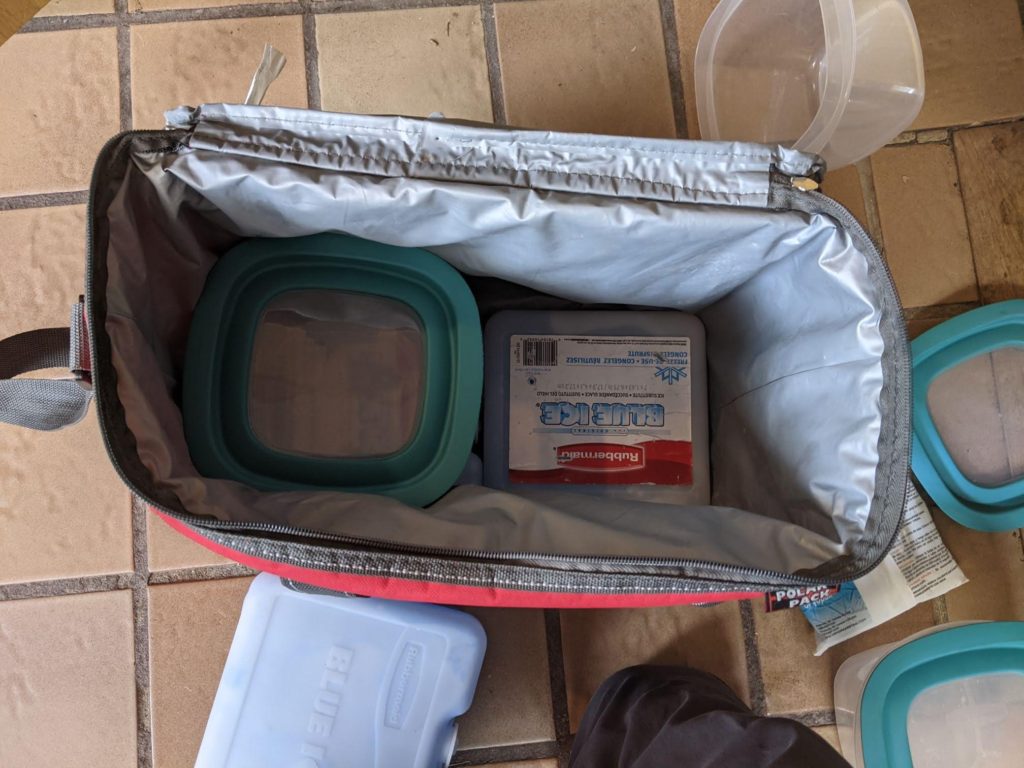
I do layers.

Water has a huge thermal load – this will hardly keep it at sea temperature.
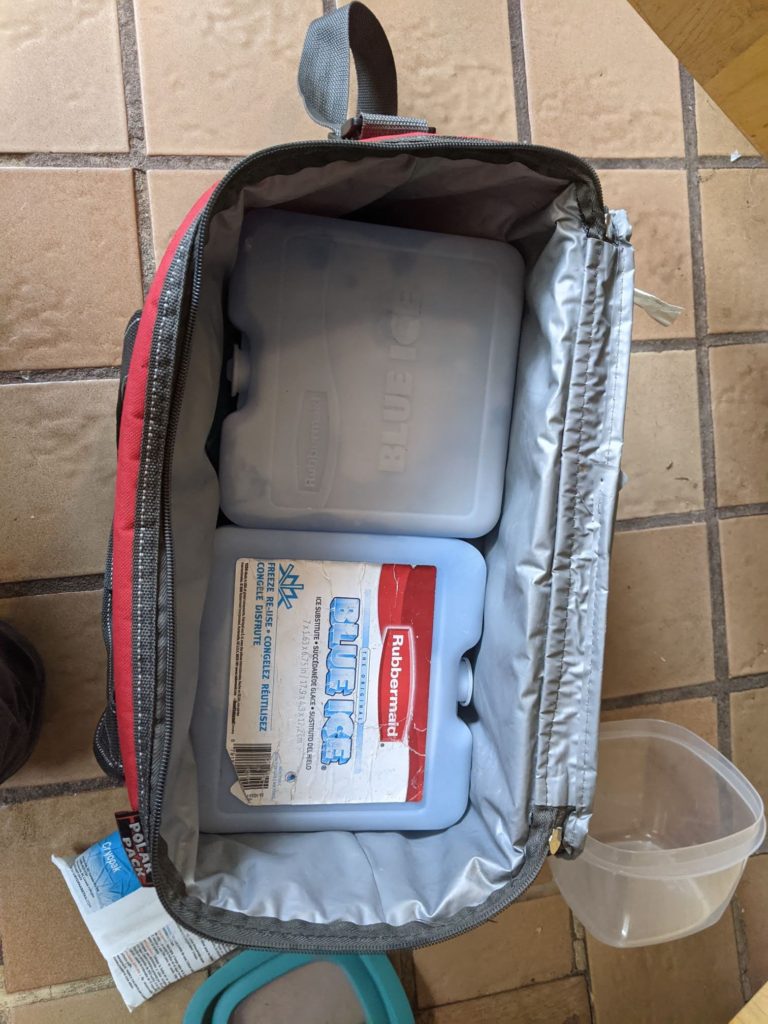
Of course you check the temperature every so often, oxygenate the contents.

It… Was a fairly regular Schindler Engineering Adventure

I had my Wetsuit

Did not have occasion to use it

Well – had occasion, but my partners were not into it. Just like they were not into the death-box I explored.
Thats cool
I understand

Everybody has their thing they like to do out in the bush.

I like clambering. Tyler does as well – so – we did a fair bit of that

For shit perspective on a lot of these shots. I had a great set of shots on a very large rusty chain but they just do not render well. Whatever.

How about that for a clamber!
He is no armature at this point.

Takes years to work up to stuff like this. The rock has excellent friction, but you still need to know about 42 things at the limbic level. Knowing your failure modes is the first step.

I did not encourage that in any way, that was his idea. He had to cross the water to do it. Boy does nothing that he is not wanting to do. Cant get him into a wetsuit with a crowbar this summer.

No injuries on this trip. Minor injuries are important for maintaining your Absolute Perspective. Eh – on the next trip I will take us someplace with a <3′ fall and have us fail a few times. Just… so that he remembers.
He has fallen plenty
Face Planted off of a play structure at School.
You gotta know how to fall.
Not land – Fall
While falling you can slow yourself down, rotate your position, prepare for impact. Falling happens in slow motion, landing happens in fast forward. Best to practice over the water on slippery rocks. Lots of falls, lots of landings.
-Schindler
The big plan was to drive out to Castle Rock
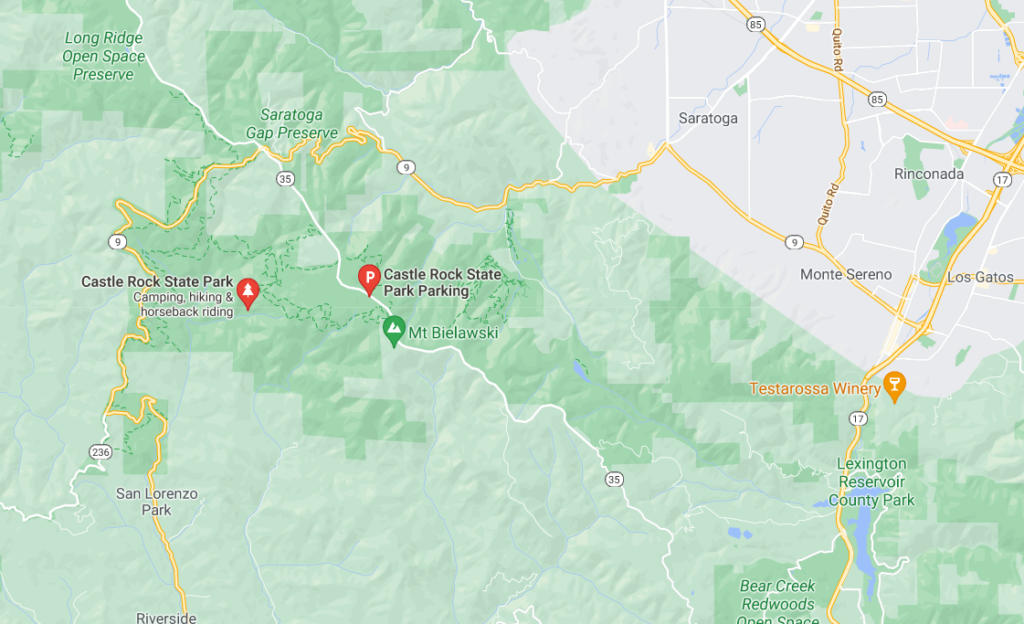
That is kind of a long drive and it gets busy during Summer Weekends.
We went elsewhere.

I could tell you how to get there. . .

But what fun would that be?

When you first pop out of the tunnel you are here. Yea – lots of lime stone around here but you can see this one was man made (so tunnel not cave*)

You got to truck 2 miles thru this crevasse (or not) until you find the ladder below.

Start climbing that. . .

See that Structure up there? Gotta get there for starters.

Look veeery carefully for “Bum Forts” along the way. Center above.

Find this one, go inside. It is newer work*

Drop out thru the chute at the rear right. There are holds, but they are not well cupped. You have to have climbers hands.

You will see a lot of this (above – I almost always reference the above). You can wipe your butt with that. I wouldn’t, but you can.

Over the hill and thru the trees. . . to grandmothers house we go. … Speaking of grandmother, tried to visit her and first the hospital said “no kids” (dumped the kid) then they said “already been 2 visitors today”. Just to check them, I asked the names. Recognized them – so – they are probably not making green wafers out of my mom (yet).

Cross that log. . .

Find more of those – identical Indian Cliff Pueblos (carved by WhiteMan).

Here we go – start looking for these. We have gone over many times the tricks used to identify man-made objects in nature. Typically – 90 degree angles, perpendicular mounds, things like this. The Santa Cruz mountains have thousands of miniature dams, they can be found all up and down the rivers and they were used primarily for transporting lumber.
They gutted these valleys starting around the 1850’s – so lots of “old work”. That there, normally I would assume it was part of a dam-rig, but … here… something different.

You will find some relatively new work. Clearly a well pickup, and explains a few other structures found around the area. People need to get water up and out of the creek (pronounced Krik).

You can see the lines go up and away. There are two due to the type of pump they are using. IIRC thats a Jet Pump.
IIRC a jet pump works by flinging some portion of the water down, and on the way up it creates a draw… so more comes to the top than goes down. You use different pipe configurations for different pump heads and depths. The best I have dealt with (for a well) is just dropping a 2hp pump in the hole – no priming necessary but… I have plenty of experience with top mount pumps configured in Jet or Single.
You can read or watch about it.

Lots of big trees. Even second growth is 170 years old now. You dont want to know how big the Old Growth was. . .

Prego’s hopping the rocks.

She was looking for lunch after we found the above.

Said she would boil us up some CrawDad in this fort if we caught 8 of them.

So we went look’in
Up river
Or was it down river?

People get lost out here all the time. They think it is like one of those “contained park” deals. . . where every trail leads you back to the parking lot (L O L). Friend of a friend is a cop, says they get calls all the time of people getting lost, sleeping out in the woods, freaking out – lol.
I have never been lost in the woods of Santa Cruz County. It is not a large enough area. If you climb to the top of anything. . . or follow any creek down long enough… you are gonna see the ocean.
You might have to walk 28 miles. . . but you will see the ocean.

Nice bum fort!
Tyler was into it. Looks to me like the roof is going to leak, but whatever. Its summer.

New Growth
You know you are in the native environment when you actually see new growth. People plant trees in the weirdest places. These things drink hundreds of gallons of water out of the air a day. Why would you plant them in San Jose?

Prego and the Dare Devil back at the opening. . .

Good throw-you-off perspective shot. Nobody expects trees to be growing out of an elevated and horizontal tree.

You find fossils up there, of course. All of this was deep under the sea.

Stuff like that everywhere in the Santa Cruz Mountains. Indian stuff as well. . .

Anyway, there are the crawdad. Center above. Orange body, white markings on the pinchers. Tail about as long as the body.

Picture does not show it but those were big’uns. You really only eat the tail and these had plenty of tail. They congregate – one spot had 4 together. Nowhere for them to hide (when they are that big) so you can just go tire them out and snatch them.
We did not of course. .. but you can. In many creeks around here that run year long.
Gotta Eat. . .
-Schinder
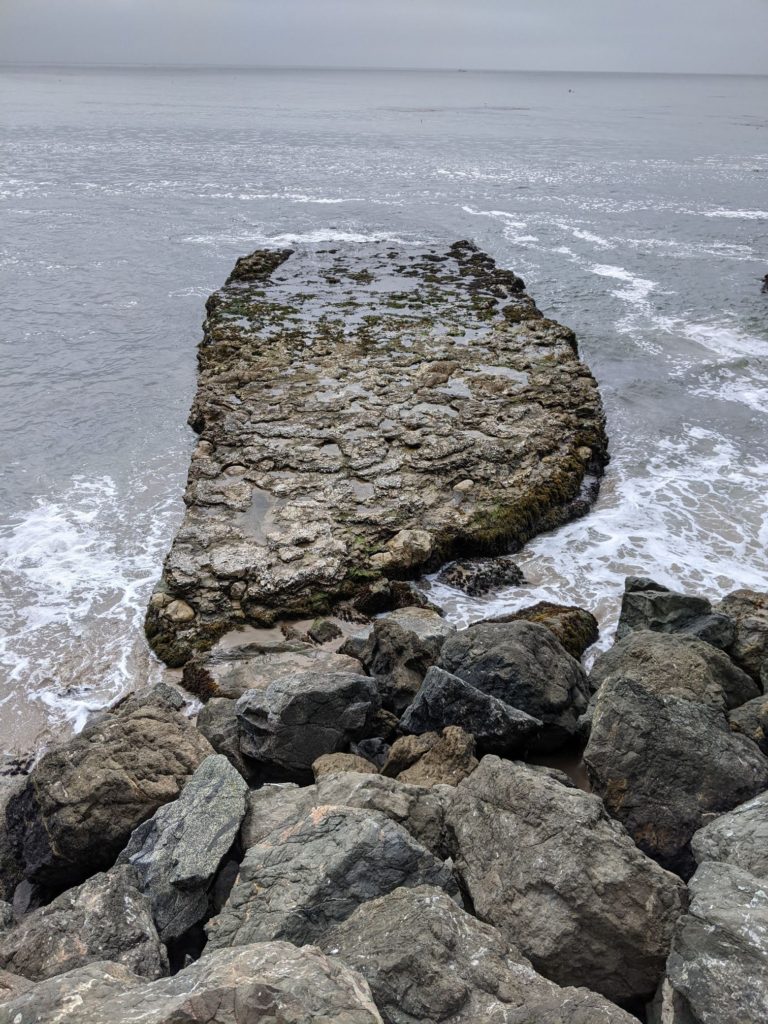
We have seen a few of these along the coast North of Santa Cruz. They could not be for anchoring boats, maybe… for fishing of some sort?
Very heavy
Very large
Pretty old

Don’t know, but my neighbor told me that the rusty old steel out on Blacks point was a horizontal bar. Used to have a lot of birds sitting on it. He cleared up the original naming of the location for me as well.
Anyway – these things are real heavy duty. Not like… the box steel you might see for a sign post.

Somebody took the time to set that.
Eh…
Maybe it used to be up on the cliff??????????????????????? That would start to make more sense, but the other one … eh… I … think… eh.. I dont think that one fell away.
Tho
The cliffs around here have come back 20, 30, 40, 50 feet over the last few decades. Believe it. Same all up and down the coast. SF (Battery Davis) is one of the best examples. Straight Planet of the Apes.

I have been growing some similar Coraline algae in the Cold Tank. Takes a long time. Above is a -1.7 tide.

Sea caves. . . a wonder for young and old alike.

That was not the shot – but – worth finding.

There is some good perspective. YES I put my shoes in shots like these for scale. Look down.

See above?
That is the kind of place you take kids when you are doing your best.
See below?

Thats where you take your kids if you suck.
The play ground, the dog park… these places suck. Almost as bad as Video Games, TV, and Facebook.

See that above?
Take your kid on a R E A L scouting adventure where you actually scout. I was a scout, don’t tell me that this washed out stuff I see now is scouting.

That is what Scouting looks like.

Getting in there and participating in the N A T U R A L environment.
At the fucking source. Below the median tide line, early in the morning.
See, I taught my boy how to hop and climb and clamber real young. Just an hour ago he was outpacing me on the jetty rocks. This is his limbic system coming online. Knowing (without being told) what the definition of “safe” is.
If …
You have to tell your 10yo what is “safe” … then you fucked up a long time ago.

Of course, if it is sketch, I always scout it out first. IIRC this is from the top of the rock you have to get over to get to the beach that leads to the cave that leads to the pool that leads to…

I was clearly ANYTHING but the first one there today – LOL. It was a super low tide and we were an hour and a half late. Folks were all over it.
GOOD
I am glad others got to experience what it is like to walk up on something like this. . . when there are no footprints… and the tide is coming in. It may have been a bit too easy for them tho. It is better when you have to climb in to get to a spot that is water locked.

Light at the end of the tunnel there. Radical sea cave. We traverse stuff like this all the time.
Like I said: Scouting

Going to the beach is about exploring Sea Caves dude. Not about setting up 42lbs of easy-up crap to sit there. Why the fuck would you sit on a beach? Have you EVER seen Schindler “sit” at the beach?
But… You do not carry half of your crap down there, set up a fort, and then do nothing. That is just lame. If you can not carry it on your back then you are doing it wrong.
Eh hem
And… The best beach adventures can only be accessed via water*

Go ahead
Take your shoes off
The sand will not hurt you

Maybe go to the woods after that. A few miles north.

Jungle-Riffic
We went on 3 separate adventures today, not including the regular adventure which is my back yard.

There is a nice little bog above. Go check that out!

I have seen each and every one of those creatures in the wild. Both Kim and I have seen Mountain Lions on separate occasions. Even that giant Salamander, found one of those a few miles further north.

Adventures dude.
Take your kid on one. Take your kid on 42 of them. Take your kid on 420 of them. . .
That is how you bring up a kid in Santa Cruz. They need little guidance because they already know. We learned it first hand, all the things they dont teach you in school.

Hmmm… Pictures compressed out of order. That is irritating. Oh well, I just open them up one at a time, in whatever order, and start sticking the pictures I like over here.

Tide Pools like this all over.

Weird jizz creeping out of the rocks

And on to Backyard Adventures.
We were unable to light a candle with any of those magnifying glasses, but I was able to shoot wax with the Air Compressor, we did get rockets stuck in the Redwood Tree, and we did go out scouting Bum Clues from the harbor to the tracks.
We… Collected Sea Grass and there was a Hitch Hiker Vegetarian Crab missing half his legs. He will grow them back.

And… of course… the best pic of all. Papa over here is smart. I know where to check the pulse of the local fishery. That right there… BIG FISH.
I of course did not catch that, but rather fished it out of the trash. If you want to get a feel for what folks are pulling in, you go to one of the 6 fish cleaning stations and look in the barrel.
DUH

Like 20 of those in there. We can CATCH THOSE if you want to. You better be fucking ready. That fish will pull your ass right out of the boat, so… you better listen to the Captian.
-Schindler

Look closely at the picture above.
The perspective is that of myself leaning out the driver side window of a 2nd generation Toyota Prius. Toward the top you will see the reflection of a telephone pole. Toward the bottom you will see my door handle.
That is a deep puddle
If you want to cross a puddle THAT DEEP (and these have up to a 1 yard rut in the middle) you BACK IN TO THEM if you are driving a FWD car*
….

Steel, big rocks, and the forces of nature.
One thing we have not been good about lately is laying in perspective. A pack of smokes, a Bic lighter, a well known coin. Remember to do this always when you want to show people something which is mind-blowing in person but “just another picture” on the internet.

Case in point, above, is about the largest wild Anemone I have ever seen. It is closed up at the moment, but that WILL expand to something larger than a basketball. That is VERY LARGE.
The only perspective in the picture are the snails to the left. Even the largest snails in the area wont grow larger than a US Quarter in diameter.

This guy was pretty big too, but not Washington big. You will recall the pictures I posted (with scale items) of the starfish I caught in a Crab pot 25 years ago. Two feet across with many legs. I was hardly able to pull it up into the boat, and judging by how many I caught over a 3 day period, the floor of the canal at that time must have been an unbelievable sight.

Center you can pick up Kimberly. Behind her, the unnatural parallel to the coast is Highway 1. Between Kimberly and I is a wave breaking, and I have my back to the ocean.

That particular image, if viewed using Google tools, will give you a 360 degree flat-view. In the past I have taken the time to get a full 3D-360. Very interesting bit of software.

When I took this one I was not resolving on the screen. Came out fine here. Center are the roots of a tree that simply wont let go.

That is the exit of a very interesting diversion tunnel that was likely built by the CCC’s or core of Engineers. At the base the cliff has been eroded away to show the GOOD WORK they did. Heavy on the pour. Solid to this day… against the pounding ocean.
…
I have exited many caves and tunnels. Few open up to a view of waves breaking. Those that do are usually protruding from a cliff at some height of 10 feet to 50 feet.
Be Careful.
I dropped the other pics I liked on the front page to break up the COTS lecture.
-Schindler














-Schindler
Today we headed out to SF for the 5th time this month. As with previous trips, we spent a good deal of time visiting up-cycled military infrastructure.
Before leaving, as usual, we covered Safety Training.
Since Bellowing about Abstinence is about as effective as praying for rain, we like to actually teach kinds… instead of passing on the ignorant abuse that passed for teaching kids 30 or 40 years ago. The hope is that they will make good decisions based on sound knowledge.
(Instead of SNEAKING AROUND when YOU ARE NOT LOOKING)
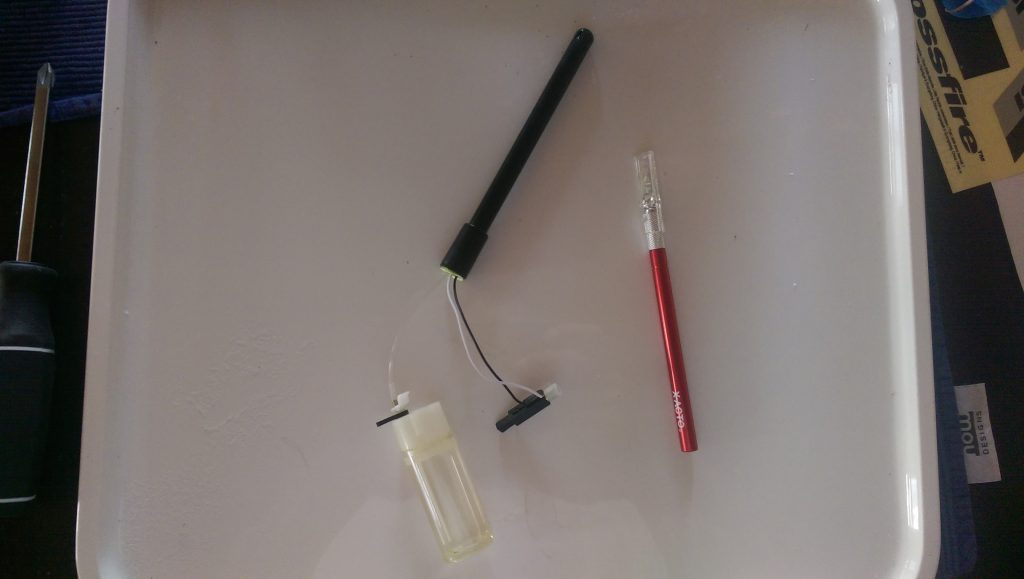
In this case, we broke down a BBQ lighter to its core elements and went over exactly how the Butane gas is stored in a liquid form, how that is released with a lever arm into a silicon joiner, how the vinyl tube takes that up to a brass tit, how the tit does not get hot due to the liquid gas vaporizing (cooling effect + jetting distance).. .. ..
We went over Air Fuel Ratio, how the venturi effect works and why the holes are in the rolled sheet metal. How the sparking system actuates and why getting sand into it causes it to malfunction…
Just stuff like that.
So…
Before going forward here… if you think that sounds dangerous… then you better go watch some Youtube and see what YOUR KIDS ARE WATCHING while they are at other kids houses.
Be the one that teaches your kids. . . don’t let their JackAss friend be the one. We teach Safety at Schindler Engineering… which means ACTUAL WORKING SAFETY.

Speaking of safety. . . the anemone we rescued a long time back is ready to split for the second time. It is a bit hard to see here, but the body has developed 2 mouths while it has not yet separated.
You can see that we spot feed big chunks of fresh shrimp.

This is “little guy” – he was the first split. He is far larger than the original was when rescued. The original is now huge. .. but only as huge as we have fed for.
(they will grow to the size of a basketball if you let them)

Shrimp… Everybody likes shrimp…
And everybody likes coraline algae too.

Mmmm I ate TWO pieces of shrimp

So, since we are legit, it was time for peer review. We rolled thru the Behind the Scenes Tour of the San Francisco Aquarium.
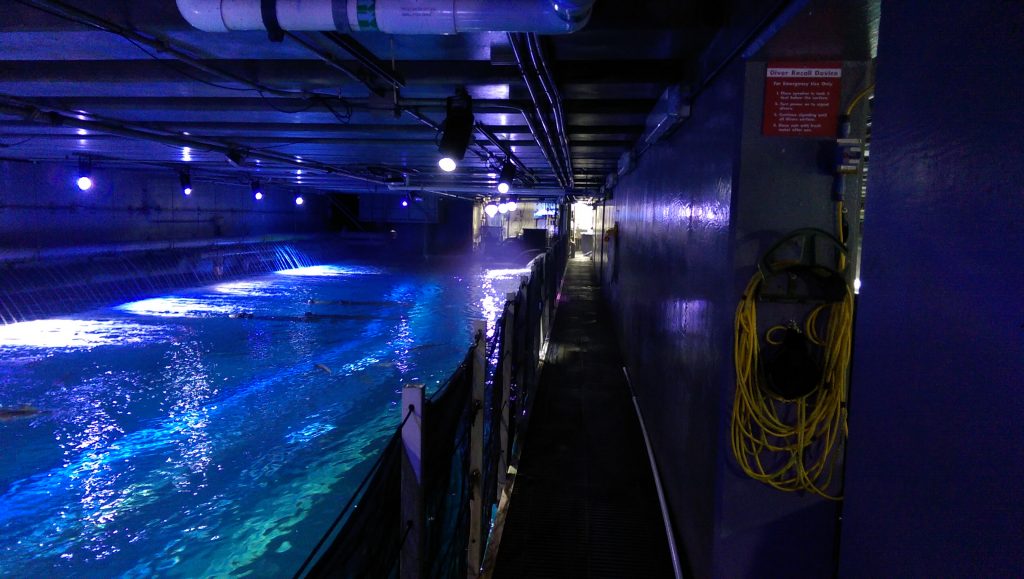
Super Legit Tour, as always. Yea, you are actually looking down from the top, thru the water, at the people in the tube…

Sharks. . .. and they had a Deep Sea Bass that was unbelievable.
Which reminds me that it is time to go Diving

And check this ray out. Total character. He was trying to “Get Some”

Then off to tour the Sub Marine. . .

Fucking Misery is all you need to understand. FUCK THAT.

Not the tour, the REALITY of operating out of a WW2 Sub Marine… FO’Getit

This pic does not catch it, but the trees are huge and the aesthetics here are really appealing.

Speaking of appealing aesthetics… Eh HEM! Those Cuberts are fucking rad.
Who does not want to eat some HOTBIRD WING WING???
Sounds like they were inspired by my DOUBE-FUSION BANG BANG from last week.
🙂
I know I did (only it was hamburger sliders)

We got there right before closing. It was warm. Just enough breeze.

I wonder who use to reside in those buildings back there. . .
Just think about the vibe around WWII… what they had to sign up for… How fucked the machines were that they had to climb into for battle.
…
I was really happy to see that there was something set up to remind people of what happened to the Japanese Americans during WWII. Not subtle either.

No bad vibes. Just happy people eating food and hanging out.

And then we went on a long adventure. . . but ended up back home. Here is Tyler sniffing chicken shit.

That garden is mostly them. I am busy terrorizing the keyboard. You may wonder why I do this. If so, just ask man. It has to do with managing emotions around shit I cant control. Fucking crazy people and a crazy life. Gotta write it down or it will eat me up.
Earlier he was climbing all over the soil bags claiming that he was a Bill Hilly or Hill Billy or Billy Goat or something.
Strictly legit
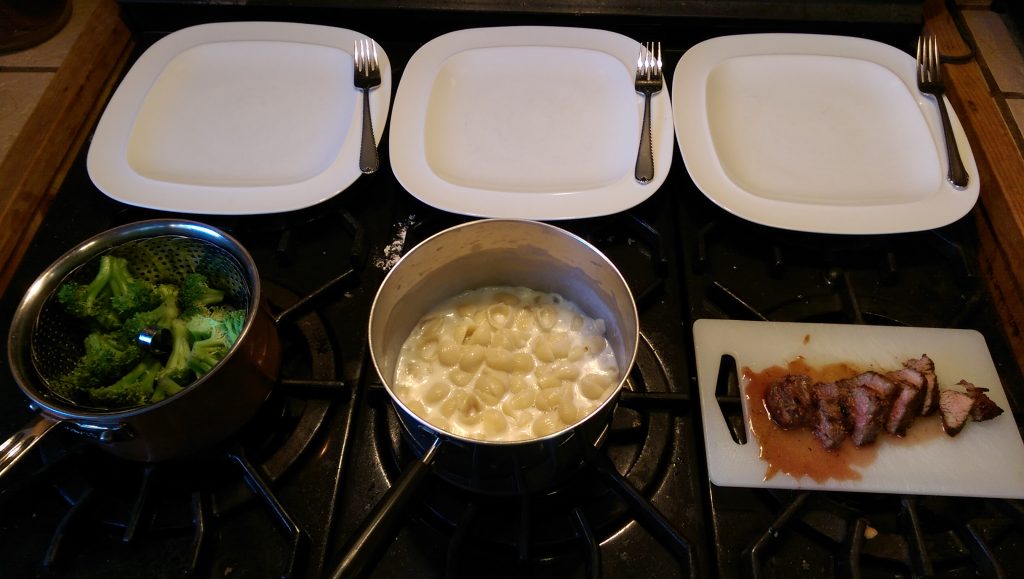
Then Dinner. SSDD.
3 plates not 4.

That is the portion size we advertise on the internet. I added more stake when the second piece came off of the BBQ.
YES – sometimes pieces of meat come off the BBQ at different times (rolls eyes)
-Schindler
I’ma go’n ah take thater-one there out raht now.
Bastards got me. . !. lol
-Schindler
It was noted by staff that it has been a Looooong time since we have gone on a Schindler Engineering Adventure…
(not really – it has just been a long time since we Posted about it… )
So – here we go: Cliff Clambering at Sunset, a Silent Movie
Of course Kimberly had her clamber as well… so our next silent movie will star her and we are thinking the title will be:
“Treasure Hunting in the Sketchiest Spot Imaginable… During a Storm Surge”
That about sums it up.
Until next time… we are super busy… but we always make time for exercise, and we only do exercise which is fun.
Why would anyone do exercise that is miserable ???
Solve that riddle and staying fit gets easy.
-Patrick